Znakowarki stemplujące na obrabiarki Dankode
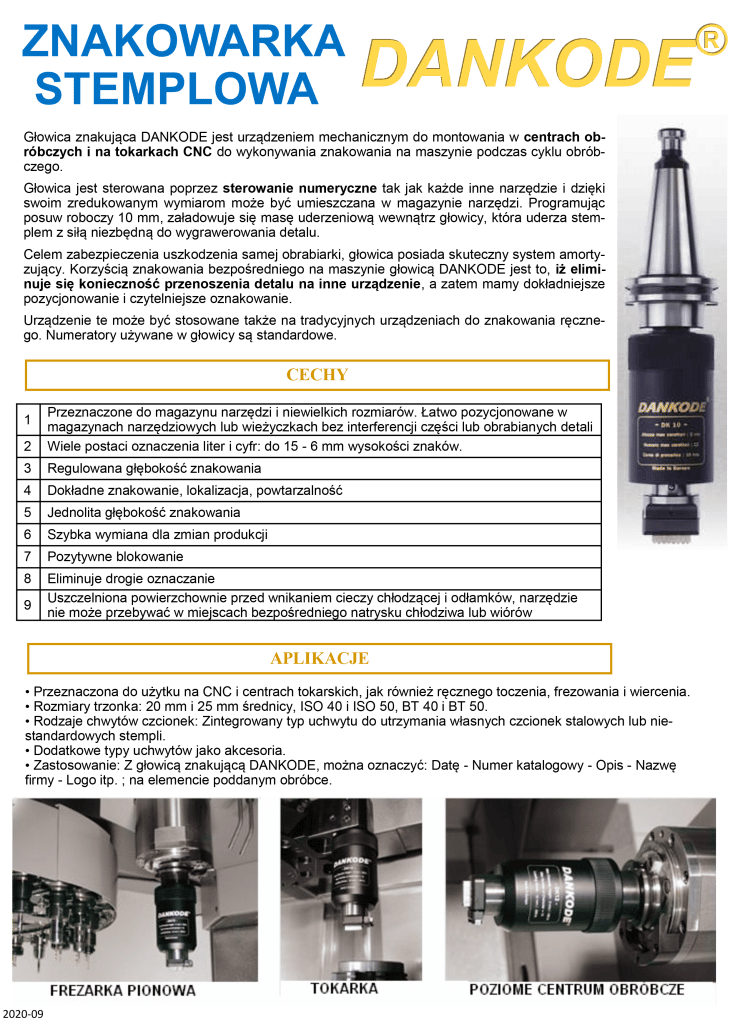
ZNAKOWARKA STEMPLOWA DANKODE
Głowica znakująca DANKODE jest urządzeniem mechanicznym do montowania w centrach obróbczych i na tokarkach CNC do wykonywania znakowania na maszynie podczas cyklu obróbczego.
Głowica jest sterowana poprzez sterowanie numeryczne tak jak każde inne narzędzie i dzięki swoim zredukowanym wymiarom może być umieszczana w magazynie narzędzi. Programując posuw roboczy 10 mm, załadowuje się masę uderzeniową wewnątrz głowicy, która uderza stemplem z siłą niezbędną do wygrawerowania detalu.
Celem zabezpieczenia uszkodzenia samej obrabiarki, głowica posiada skuteczny system amortyzujący. Korzyścią znakowania bezpośredniego na maszynie głowicą DANKODE jest to, iż eliminuje się konieczność przenoszenia detalu na inne urządzenie, a zatem mamy dokładniejsze pozycjonowanie i czytelniejsze oznakowanie.
Urządzenie te może być stosowane także na tradycyjnych urządzeniach do znakowania ręcznego. Numeratory używane w głowicy są standardowe.
CECHY
- Przeznaczone do magazynu narzędzi i niewielkich rozmiarów. Łatwo pozycjonowane w magazynach narzędziowych lub wieżyczkach bez interferencji części lub obrabianych detali
- Wiele postaci oznaczenia liter i cyfr: do 15 – 6 mm wysokości znaków.
- Regulowana głębokość znakowania
- Dokładne znakowanie, lokalizacja, powtarzalność
- Jednolita głębokość znakowania
- Szybka wymiana dla zmian produkcji
- Pozytywne blokowanie
- Eliminuje drogie oznaczanie
- Uszczelniona powierzchownie przed wnikaniem cieczy chłodzącej i odłamków, narzędzie nie może przebywać w miejscach bezpośredniego natrysku chłodziwa lub wiórów
ZASTOSOWANIE
-
Przeznaczona do użytku na CNC i centrach tokarskich, jak również ręcznego toczenia, frezowania i wiercenia.
-
Rozmiary trzonka: 20 mm i 25 mm średnicy, ISO 40 i ISO 50, BT 40 i BT 50.
-
Rodzaje chwytów czcionek: Zintegrowany typ uchwytu do utrzymania własnych czcionek stalowych lub niestandardowych stempli.
-
Dodatkowe typy uchwytów jako akcesoria.
-
Zastosowanie: Z głowicą znakującą DANKODE, można oznaczyć: Datę – Numer katalogowy – Opis – Nazwę firmy – Logo itp. ; na elemencie poddanym obróbc

DANE TECHNICZNE
-
Przeznaczona do użytku na CNC i centrach tokarskich, jak również ręcznego toczenia, frezowania i wiercenia.
-
Rozmiary trzonka: 20 mm i 25 mm średnicy, ISO 40 i ISO 50, BT 40 i BT 50.
-
Rodzaje chwytów czcionek: Zintegrowany typ uchwytu do utrzymania własnych czcionek stalowych lub niestandardowych stempli.
-
Dodatkowe typy uchwytów jako akcesoria.
-
Zastosowanie: Z głowicą znakującą DANKODE, można oznaczyć: Datę – Numer katalogowy – Opis – Nazwę firmy – Logo itp. ; na elemencie poddanym obróbc

DZIAŁANIE GŁOWICY ZNAKUJĄCEJ
1 . Wybór urządzenia do przeprowadzania procesu. Może być użyta praktycznie każda frezarka, tokarka lub wiertarka, bądź też do użytku ręcznego lub za pomocą CNC.
2 . Należy wybrać tekst do oznakowania i postępować zgodnie z instrukcjami ustawień typu w tworzeniu bazy oznakowania narzędzi.
3 . Głowica znakująca jest umieszczona na wrzecionie lub narzędziu systemu mocującego (narzędzie lub wieżyczka). Następnie dostosowana i usytuowana do części poddawanej obróbce. Zobacz instrukcje obsługi.
4 . Głowica znakująca jest natychmiast gotowa do oznakowania elementu.
5 . Głowica znakująca jest przesuwana do części obrabianej 0,500 (12,7 mm) ładując i uruchamiając system znakowania, który wywołuje ruch głowicy znakującej .
6 . Siła potrzebna do naładowania narzędzia do punktu rozpoczęcia wynosi maksymalnie 265 funtów (120 kg). Na najwyższym ustawieniu przy użyciu standardowych sprężyn głowicy.
7 . Głębokość głowicy znakującej jest regulowana przez obrót nakrętki w prawo lub w lewo, ze zwiększaniem lub zmniejszaniem głębokości dla różnych materiałów i twardości.
8 . W zależności od materiału, głębokość oznaczenia może zmaleć przy większej ilości znaków/ większych rozmiarach znaków, ponieważ wymagana jest większa siła znakowania.
9 . W zależności od aplikacji, można mieć wpływ na jakość oznaczenia wykonując ponowne znakowanie na tym samym detalu.
10 . W górnej części trzonu znajduje się otwór, który umożliwia odprowadzanie skroplin lub chłodziwa z wnętrza głowicy.

GŁOWICA ZNAKUJĄCA
Głowica znakująca DANKODE jest mechanicznie uniwersalnym znakującym urządzeniem zaprojektowanym jako część do obróbki CNC i do nastawiania oprzyrządowania w centrach tokarskich.
Ze względu na swoje kompaktowe rozmiary, głowicę znakującą DANKODE można łatwo umieści w centrach obróbczych CNC lub centrach tokarskich, wieżach CNC, bez kolizji z częściami maszyny lub obrabianego elementu.
Głowica drukująca DANKODE pozwala umieścić komponent bezpośrednio na maszynie produkcyjnej, w związku z tym nie ma żadnych kosztów, drugich operacji i ustawień.


UCHWYTY MOCUJĄCE

Głowica znakująca DANKODE jest dostępna w następujących konfiguracjach uchwytów mocujących: od 20 do 25 mm.: trzonek prosty, ISO 40 i 50, BT 40 i 50.

PROGRAMOWANIE NA MASZYNACH CNC
Szybkie podejście do powierzchni elementu obrabianego do 0,040” (1 mm) powyżej części.
Następnie przesunięcie do elementu poddawanego obróbce 0,500” (12,7 mm) przy maksymalnej prędkości posuwu 75 cali / min (2000 mm / min.)
Przykład w milimetrach. Załóżmy, Z0 jest elementem poddawanym obróbce powierzchniowej.

UWAGA!
Nie programować obrotów wrzeciona (M3 lub M4). Nie programować funkcji chłodziwa (M8).
UCHWYTY CZCIONEK
Rodzaj uchwytu zapewnia dokładną lokalizację typu, dodatnie blokowanie, długą żywotność i szybką wymianę dla zmian produkcji. Rodzaj uchwytu akceptuje standardowe typy przemysłowe o wysokości znaków od 1 do 6 mm. Ilość rodzajów wymaganych, wielkości znaków, głębokość, siła oznakowania i twardość składnika materiału oznakowania, doprowadzi do ostatecznego ustawienia głowicy.


CZCIONKI [SPRZEDAWANE ODDZIELNIE]
Czcionki alfanumeryczne są typu standardowego. Na zamówienie dostarczane są stemple standardowe, stemple specjalne i logo. Siła, która ustawia głębokość znakowania jest regulowana poprzez śrubę wkręcając lub odkręcając głowicą. Siła ta jest ustawiana w zależności od gatunku materiału znakowanego (stal, mosiądz, aluminium, itp.), od wymiaru i ilości znaków składających się na kod.


USTAWIENIE CZCIONKI W UCHWYTACH TYPU ”TH”
- Umieść stalową czcionkę (3) w uchwycie (1) w odbiciu lustrzanym żądanego znaku.
- Ważne jest, aby wycentrować stalową czcionkę (3) w uchwycie (1) w celu zapobiegania nadmiernemu zużyciu głowicy znakującej. Jest to łatwe do uzyskania dzięki elementom przekładek dystansowych (2), w połączeniu ze wspornikiem (5).
- Nie dokręcać zbyt mocno śruby (6), ale pozostawić niewielki odstęp między wspornikiem (5) i uchwytem (1) w celu opuszczenia elastycznej wkładki (4)
- Wyrównanie głowicy śrub (6), aby umożliwić blokadę uszu płyty (7), które mają być zgięte w stosunku do powierzchni płaskich głowicy śruby dla bezpieczeństwa. Mogą być dostarczone dodatkowe płyty blokujące.

ORIENTACJA ZNAKU NA CZĘŚCI OBRABIANEJ
Stanowisko znakowania można ustawić w orientacji do prostego chwytu Morse’a głowicy znakującej jak to odbywa się w maszynie. Proste narzędzia z chwytem może utrzymać się w tulei zaciskowej lub uchwycie typu walcowego. Należy przymocować na okrągłym trzpieniu z uchwytem zorientowanym zgodnie z pożądanym położeniem.
WAŻNE: na centrach obróbczych, upewnij się, że wrzeciona maszyny są zablokowane w pozycji orientacji narzędzia przy ustawianiu pozycji oznakowania.
