Okrawarki i fazowniki Michigan
Okrawarki i fazowniki Michigan
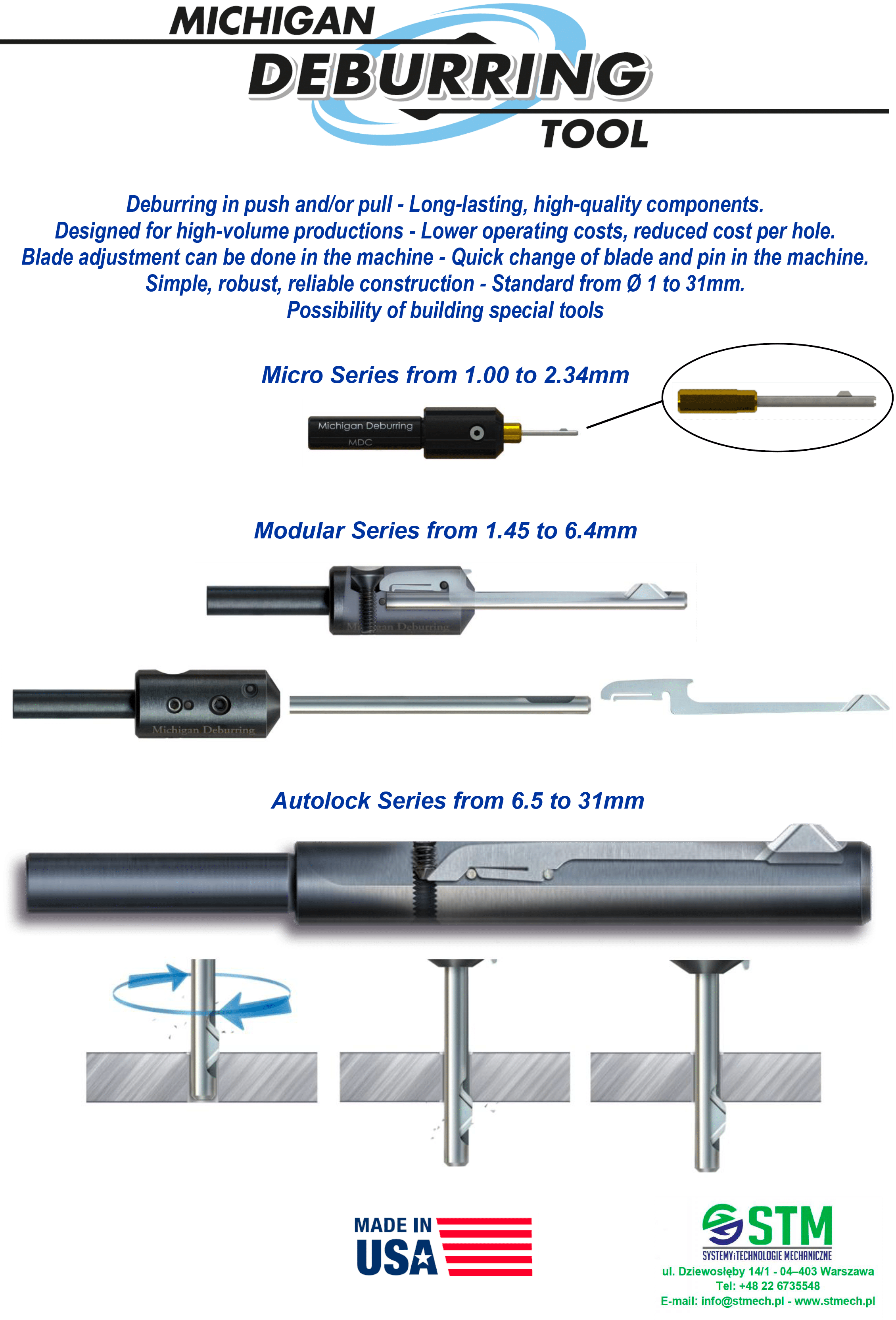
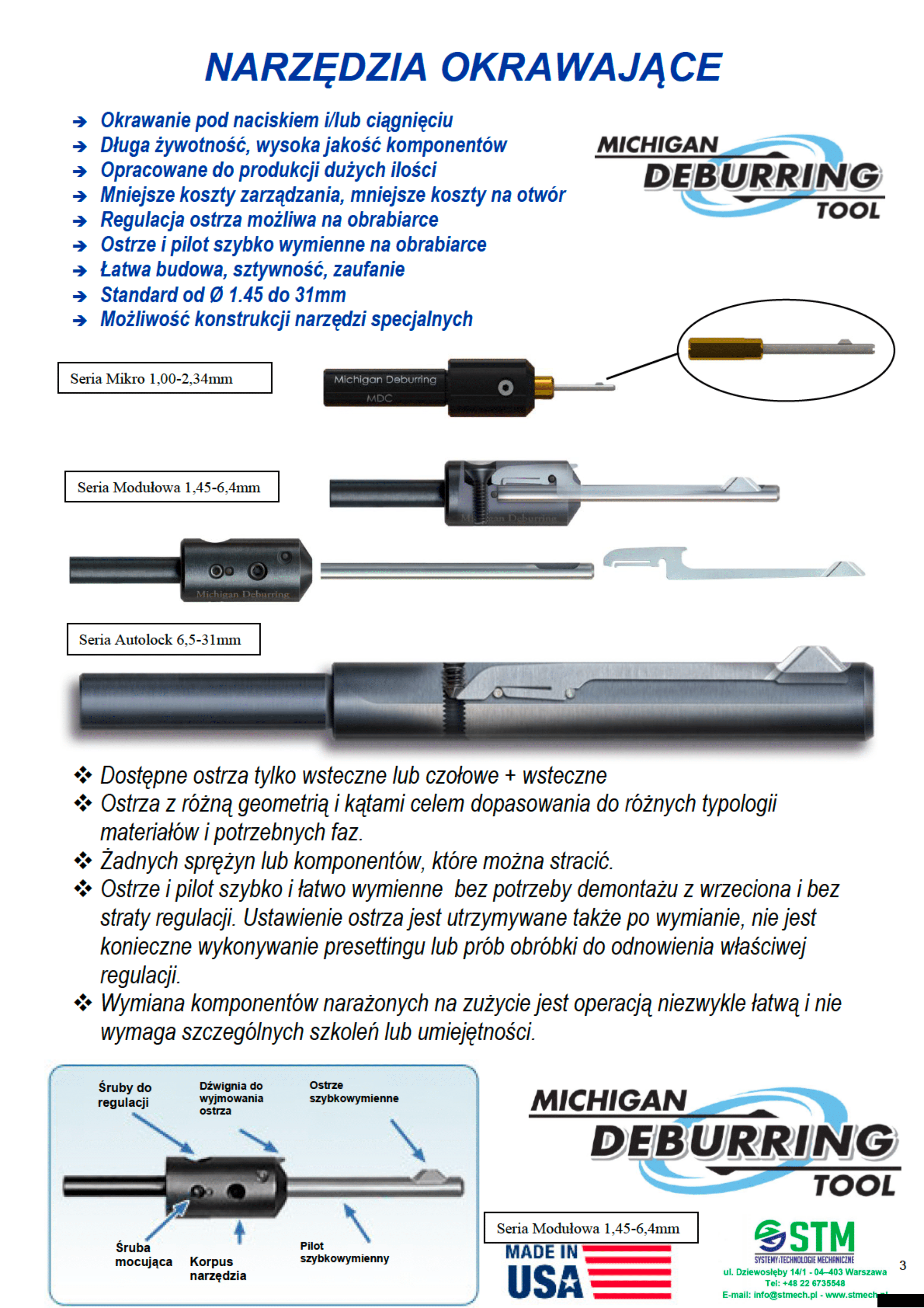
FUNKCJE I ZALETY
- Okrawanie pod naciskiem i/lub ciągnięciu
- Długa żywotność, wysoka jakość komponentów
- Opracowane do produkcji dużych ilości
- Mniejsze koszty zarządzania, mniejsze koszty na otwór
- Regulacja ostrza możliwa na obrabiarce
- Ostrze i pilot szybko wymienne na obrabiarce
- Łatwa budowa, sztywność, zaufanie
- Standard od Ø 1.45 do 31 mm
- Możliwość konstrukcji narzędzi specjalnych
Dostępne ostrza tylko do ciągnięcia, lub do pchania + ciągnięcia.
Dostępne ostrza z różną geometrią i kątami celem dopasowania do różnych typologii materiałów i potrzebnych faz. Żadnych sprężyn lub komponentów, które można stracić.
Ostrze i pilot szybko i łatwo wymienne bez potrzeby demontażu z wrzeciona i bez straty regulacji, ustawienie ostrza jest utrzymywana także po wymianie, nie jest konieczne wykonywanie presettingu lub prób obróbki do odnowienia właściwej regulacji. Wymiana komponentów narażonych na zużycie jest operacją niezwykle łatwą i nie wymaga szczególnych szkoleń lub umiejętności.


Komponenty okrawarek Michigan
TRZONEK
Podstawowy komponent systemu modułowego. Nastawianie wstępne osiowe jest przeprowadzane wyłącznie w momencie montażu w uchwycie narzędzia, natomiast nie jest już konieczne podczas ewentualnej wymiany pilota lub ostrza, gdyż komponenty szybkowymienialne przyjmują prawidłowe położenie. Boczny kołek do blokowania i odblokowywania pilota umożliwia jego szybką i prostą wymianę bez konieczności wyjmowania z maszyny. Boczna śruba umożliwia dokonanie regulacji wysokości ostrza oraz jego szybką wymianę: wystarczy pół obrotu, aby przejść od najwyższego wzniesienia ostrza do położenia do wyjęcia, przy czym czynność ta może być wykonywana bezpośrednio na maszynie.

PILOT
Piloty o małej średnicy typu A, B i C (Ø1.45-2.3mm) zostały wykonane z surówek do pilotów, modele o większej średnicy typu D, E, F i G (Ø2.4-6.4) zostały zrealizowane ze stali wysokojakościowej do narzędzi. Cechy te sprawiają, że jest to komponent długotrwały i tani, a także szybki i łatwy do wymiany bez konieczności wyjmowania z maszyny.

OSTRZE
Szybkowymienialne ostrze regulowane działa także jako sprężyna. Bieg ostrza jest ograniczony co pozwala uniknąć jego nadmiernej elewacji, a co za tym idzie pęknięciu. Pełne dokręcenie śruby regulującej powoduje maksymalną elewację ostrza i bardzo agresywne działanie skrawające, poluzowanie śruby o ¼ obrotu pozwala osiągnąć bardziej miękkie działanie. Regulacja ostrza na minimalnej wysokości powala uzyskać pożądany wynik o mniejszym naprężeniu. Regulacja ostrza służy także do kompensowania jego zużycia: ostrze jest coraz bardziej wysuwane proporcjonalnie do zużycia.

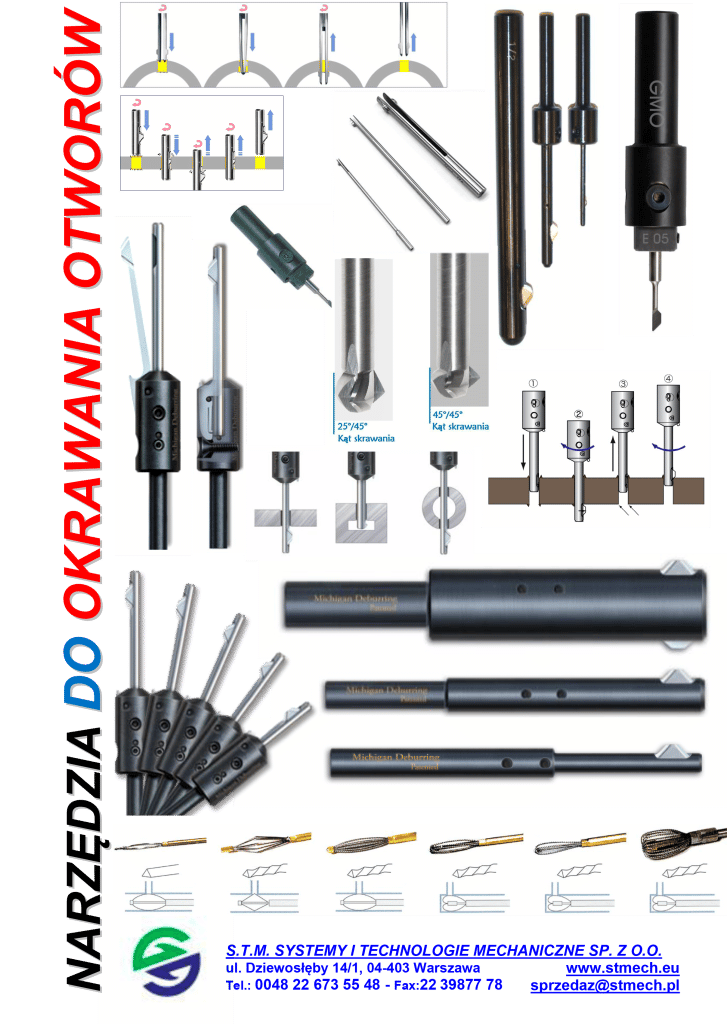
Narzędzia specjalne
Choć narzędzia standardowe są w stanie zaspokoić najróżniejsze zapotrzebowania, czasami geometria detali lub warunki pracy nie pozwalają na ich użycie. Istnieje możliwość wykonania narzędzi specjalnych, zaprojektowanych pod zamówienie według specyficznych wymogów Klienta. Poniżej klika przykładów:
- Długość pilota (narzędzia bardzo krótkie lub bardzo długie)
- Redukcja wysunięcia pilota (mało miejsca pod drugiej stronie otworu)
- Ostrze o zmniejszonej wysokości (obecność kołnierzy oporowych)
- Kąt cięcia (trudne materiały)
Istnieje możliwość dostawy narzędzi o średnicy powyżej 6.5mm

Bardzo krótki

Bardzo długi

Ograniczone miejsce po drugiej stronie otworu

Bardzo krótki + specjalna geometria cięcia

Geometria pozwalająca uniknąć kolizji od strony wyjścia otworu

Okrawanie – narzędzia Michigan Deburring Tools
Otwory należą do najczęściej stosowanych form konstrukcyjnych. Możemy je wykonać na wiele sposobów, wykorzystując zróżnicowane techniki wytwarzania i metody obróbkowe. Otwory wykonuje się z wykorzystaniem przede wszystkim obróbki skrawaniem (wiercenie, wytaczanie, rozwiercanie, frezowanie), obróbki elektroerozyjnej EDM oraz cięcia strumieniem wodno-ściernym lub laserem. W każdym z tych przypadków krawędzi i powierzchnie obrobionych otworów mogą cechować się występowaniem zadziorów. Okrawanie i gratowanie to zabiegi służące do usuwania zadziorów czyli gratowania.
Na filmie pokazano wykorzystanie narzędzia firmy Michigan Deburring Tools do okrawanie krawędzi w otworach wykonanych w kształtowniku (ilustracja 1).

Ilustracja 1. Na zdjęciu po lewej widać zadziory na krawędzi wykonanego otworu. Na zdjęciu po prawej narzędzie MDT obrabia krawędzie pierwszego otworu w kształtowniku.
Ilustracja 2. Zasada obróbki z wykorzystaniem narzędzia do okrawania firmy MDT.
Tego typu zabiegi nierzadko trzeba przeprowadzić w miejscu realizacji prac montażowych. Wówczas nie można wykorzystać obrabiarki skrawającej. Zastosowanie elektronarzędzia, w tym akumulatorowego, jest jedyną możliwością.
Zasada działania narzędzia do okrawania firmy MDT jest prosta i pokazana została na ilustracji 2. Ostrze, które działa jako sprężyna jest elastyczne dociskane. W trakcie zabiegu po napotkaniu krawędzi obrabianego otworu dzięki swojemu kształtowi chowa się w korpusie narzędzia. Dzięki temu nie następuje oddziaływanie na średnicę otworu lecz wyłącznie na jego krawędzie.
Szybkowymienialne regulowane ostrze (ilustracja 3) zostało zaprojektowanie tak by działa także jako sprężyna. Pełne dokręcenie śrubą powoduje maksymalne wysunięcie ostrza. W zależności regulacji ostrze jest dociskane z mniejszą lub większą siłą, a więc i jego oddziaływanie w procesie skrawania jest słabsze lub mocniejsze. Regulacja ostrza służy także do kompensowania jego zużycia: ostrze jest coraz bardziej wysuwane proporcjonalnie do zużycia.

Ilustracja 3. Ostrze stosowane w narzędziu do okrawania firmy MDT.

Ilustracja 4. Przykład zastosowania narzędzia firmy MDT do okrawania
Firma MDT wykonuje także narzędzia na specjalne zamówienie. Pomimo uniwersalności swoich konstrukcji nierzadko zabieg okrawania wymaga innej długości pilota czy zarysu samego ostrza.
Na ilustracji 4 pokazano efekt obróbki z wykorzystaniem narzędzia MDT. W przypadku dużej liczby otworów, w których konieczne jest przeprowadzenie okrawania wykorzystanie narzędzi MDT wydaje się stanowić uzasadnioną ekonomicznie i wydajnościowo alternatywę.
Jak widać na ilustracji 4 krawędź otworu została poddana okrawaniu oraz wykonano fazę na krawędziach.
Cykl roboczy i prędkości
W zależności od zastosowania istnieje możliwość wykonywania dwóch różnych cykli roboczych. Cykl A jest stosowany dla większości zastosowań, cykl B jest wskazany do zastosowania wraz z CNC i w przypadku dużej grubości przejścia między wejściem i wyjściem po drugiej stronie.
CYKL A
1. Narzędzie wchodzi obracając się, a ostrze gratuje krawędź górną
Ewentualna przerwa w gratowaniu
2. Narzędzie, obracając się, przechodzi przez otwór i gratuje krawędź dolną
Ewentualna przerwa w gratowaniu
3. Narzędzie przechodzi przez otwór i wrzeciona zatrzymuje się lub obraca
(wedle wyboru)
CYKL B
1. Narzędzie zagłębia się w otworze bez udziału wrzeciona
2. Narzędzie przechodzi na drugą stronę otworu, aż do momentu całkowitego wysunięcia ostrza.
Uruchamiane są obroty i praca dociskająca narzędzia z podaną prędkością, uzależnioną od średnicy i obrabianego materiału
Następuje obróbka przez czas wymagany do gratowania i/lub fazowania krawędzi na odpowiedni wymiar
Niewielkie cofnięcie powoduje schowanie się ostrza
Obroty wrzeciona zostają wstrzymane
3. Narzędzie wysuwa się z otworu bez udziału wrzeciona, aż do momenty całkowitego wysunięcia się ostrza
4. Uruchamiane są obroty i praca dociskająca narzędzia z podaną prędkością, uzależnioną od średnicy i obrabianego materiału
Następuje obróbka przez czas wymagany do gratowania i/lub fazowania krawędzi na odpowiedni wymiar
Niewielkie cofnięcie zwalnia ostrze z położenia tnącego. Zatrzymanie i zmiana otworu

UWAGA
W przypadku stosowania okrawarek tego typu do OTWORÓW SKRZYŻOWANYCH, stosunek otworu przejściowego do przecinanego powinien wynosić przynajmniej 1,2-1,5x. W PRZECIWNYM WYPADKU DOJDZIE DO ZŁAMANIA OSTRZA
Montaż narzędzia – wymiana ostrza i pilota
W naszej ofercie proponujemy szeroki wybór produktów dedykowanych klientom oczekującym wysokiej produktywności, niezawodności i optymalnego dopasowania do określonych wymagań technologicznych procesów produkcyjnych.
Szczególną rolę przykładamy do wysokiej jakości urządzeń i narzędzi dla przemysłu. Jesteśmy partnerem, któremu można zaufać w zakresie jakości oferowanego asortymentu. Dbamy o to, aby klientom proponować towary jednocześnie innowacyjne i sprawdzone, wytwarzane przez najlepszych, światowych producentów.

